Versatile Multi-Industry Applications
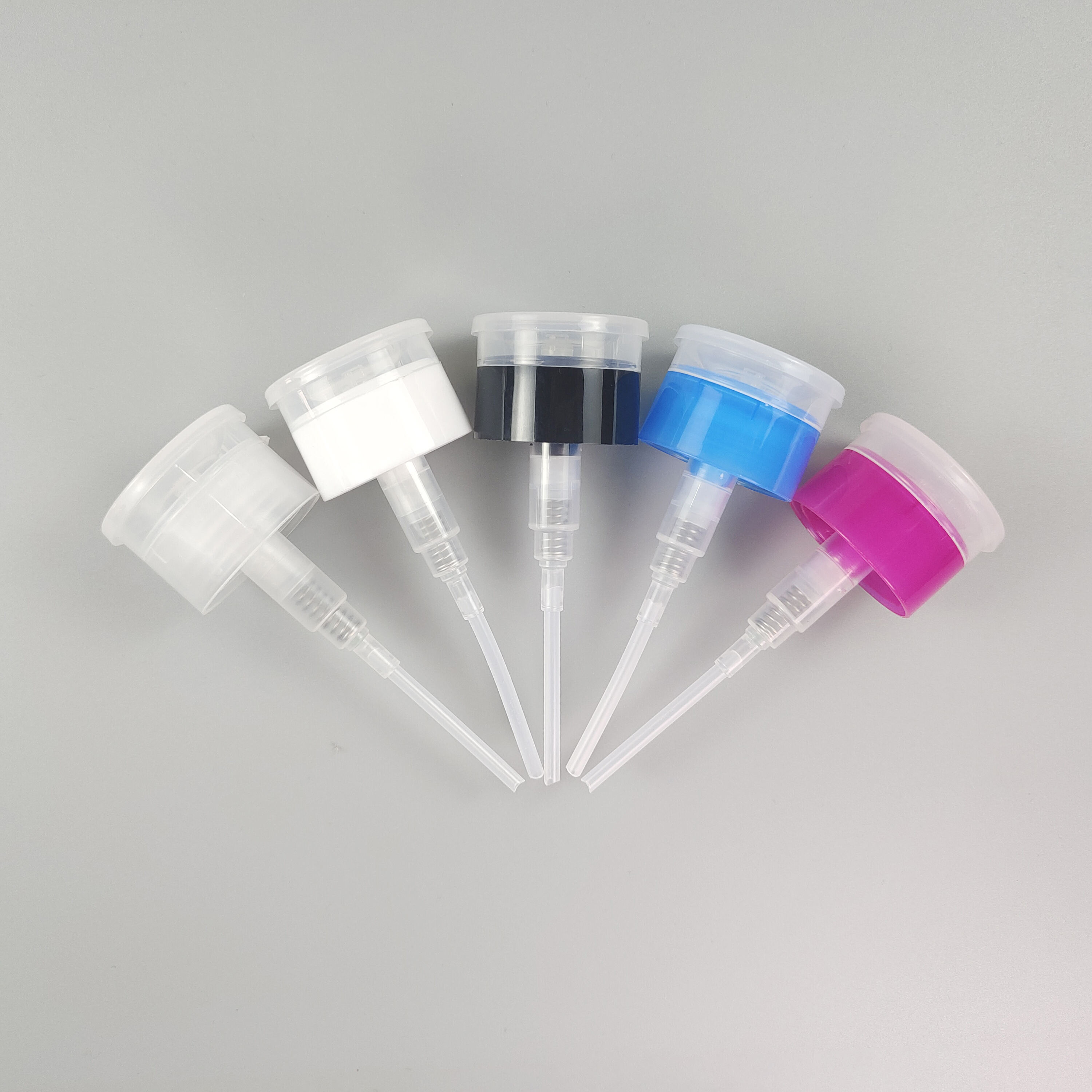
The quality roll on bottle serves diverse industry applications with remarkable versatility, adapting seamlessly to various product formulations, viscosities, and specialized requirements across cosmetics, pharmaceuticals, aromatherapy, and industrial sectors with exceptional performance consistency. This adaptability stems from the flexible design architecture of the quality roll on bottle that accommodates different product characteristics while maintaining optimal dispensing performance and user experience standards across multiple application scenarios. Personal care applications for the quality roll on bottle include deodorants, antiperspirants, perfumes, essential oils, and therapeutic treatments where precise application control and contamination prevention are paramount for product effectiveness and consumer safety. Pharmaceutical applications leverage the quality roll on bottle for topical medications, pain relief formulations, antiseptics, and specialized treatments that require accurate dosing, sterile application conditions, and extended shelf life preservation capabilities. Industrial applications of the quality roll on bottle encompass lubricants, adhesives, marking solutions, and specialty chemicals where controlled dispensing, contamination prevention, and workplace safety considerations drive packaging selection decisions. The customization capabilities of the quality roll on bottle system allow manufacturers to modify cap colors, bottle sizes, applicator ball materials, and labeling options to match specific branding requirements and product positioning strategies across diverse market segments. Regulatory compliance features built into the quality roll on bottle design meet stringent requirements for child-resistant closures, tamper-evident sealing, and material safety standards that vary across international markets and product categories. Manufacturing scalability of the quality roll on bottle production process supports both small-batch specialty products and high-volume consumer goods with consistent quality standards, cost-effective pricing, and reliable delivery schedules that meet demanding market requirements. The proven track record of the quality roll on bottle across multiple industries demonstrates its reliability, effectiveness, and customer satisfaction potential for new product development initiatives and market expansion strategies.